4 основных вида сварки

Понимание четырех основных положений сварки может помочь вам выбрать правильный присадочный металл и процесс сварки для любого проекта или работы, за которую вы беретесь. Каждая позиция сварки может потребовать различных методов, параметров и подготовки для достижения наилучших результатов.
Основные положения сварки
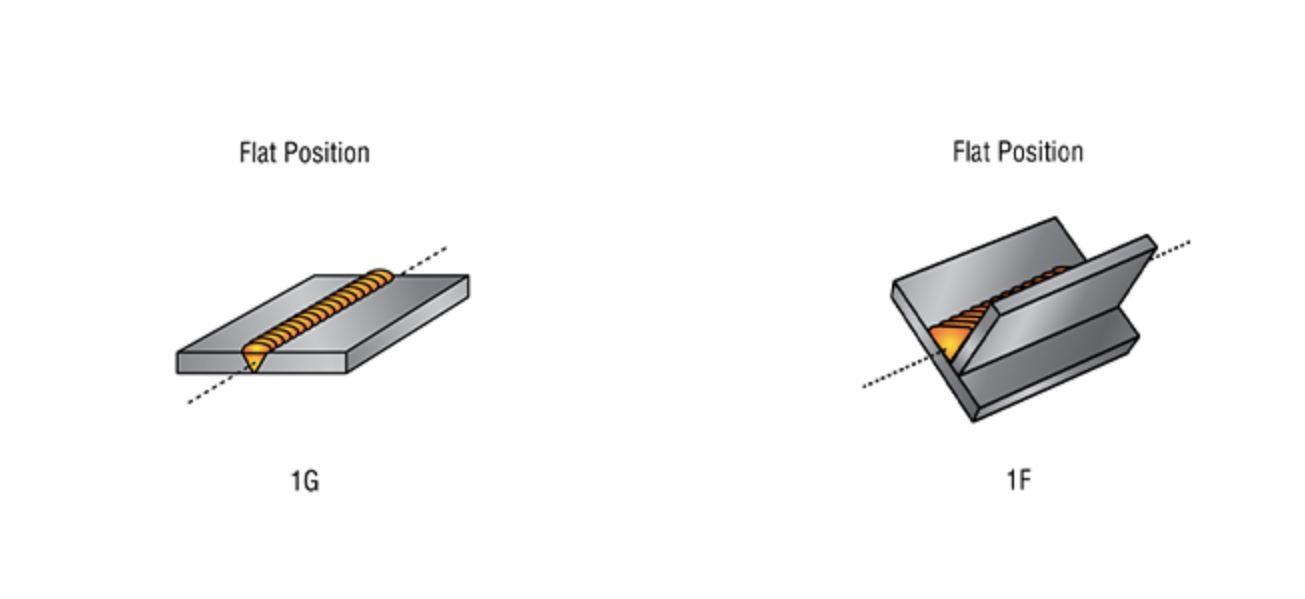
Плоское положение сварки
Как правило, плоская позиция - это более легкое положение для сварки, так как вы не боретесь с гравитацией. Сварочная лужа остается жидкой и равномерно смачивается в соединении. В результате операторы обычно могут работать горячее с более высокой скоростью осаждения в плоском положении, потому что нет никакого беспокойства о том, что лужа станет слишком жидкой и сила тяжести вытянет ее из сустава.
Любой сварочный процесс может быть использован для сварки в плоском положении. Просто не забудьте использовать рекомендуемые методы для любого процесса, который вы используете. Например, процесс палки производит шлак во время сварки, поэтому вы можете использовать технику перетаскивания, а не технику толчка.
Правильный рабочий угол для плоского сварного шва будет меняться в зависимости от того, является ли сварка 1G или 1F. Если проволока или электрод отклонены в ту или иную сторону, тепло не будет сосредоточено там, где две части соединяются вместе, и вы можете получить неполное слияние.
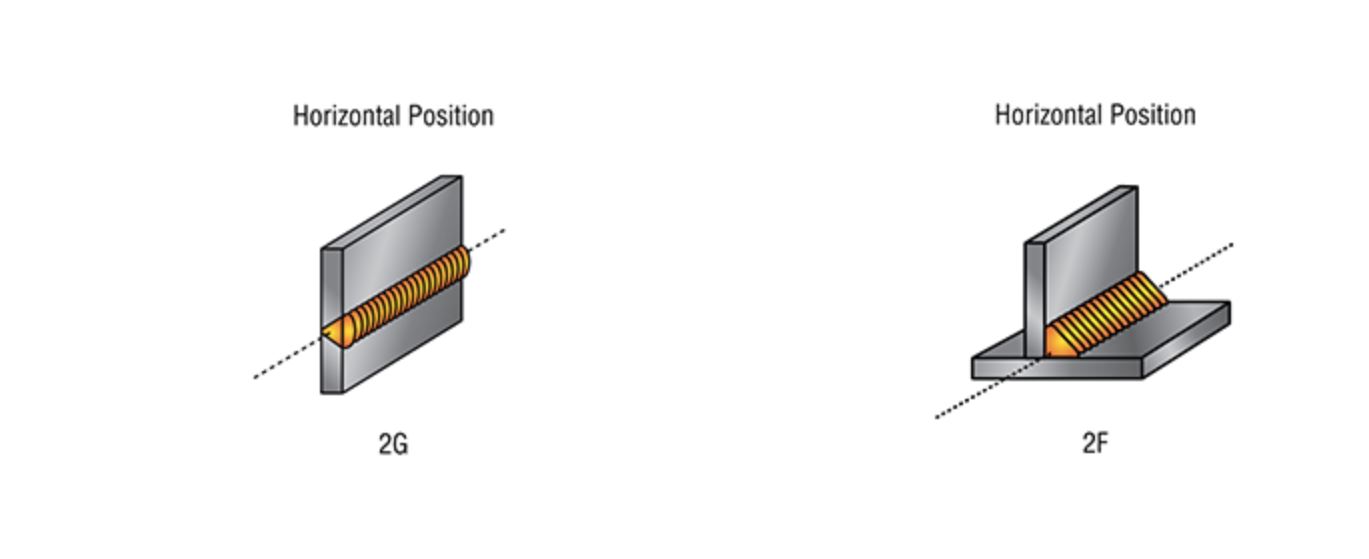
Горизонтальное положение сварки
При горизонтальном сварном шве ось сварного шва примерно горизонтальна. Сварные швы в горизонтальном положении имеют много общего с плоскими сварными швами.
Сварка 2G немного сложнее, чем сварка 2F, потому что 2F обеспечивает нижнюю полку, чтобы сварочная лужа не выходила из-под контроля и не провисала слишком сильно. Чтобы бороться с действием силы тяжести на сварочную лужу при горизонтальном шве канавки, слегка сдвиньте верхний край соединения с рабочим углом, зная, что лужа может немного провиснуть. При горизонтальном сварном шве держите угол 45 градусов к соединению, чтобы убедиться, что тепло сосредоточено там, где две части соединяются вместе.
Будьте осторожны, чтобы не перегреться в горизонтальных сварных швах, так как слишком жидкая лужа может стать жертвой силы тяжести. Настройте параметры сварного шва, чтобы убедиться, что лужа не становится слишком горячей или слишком жидкой.
Все сварочные процессы также можно использовать в горизонтальном положении.
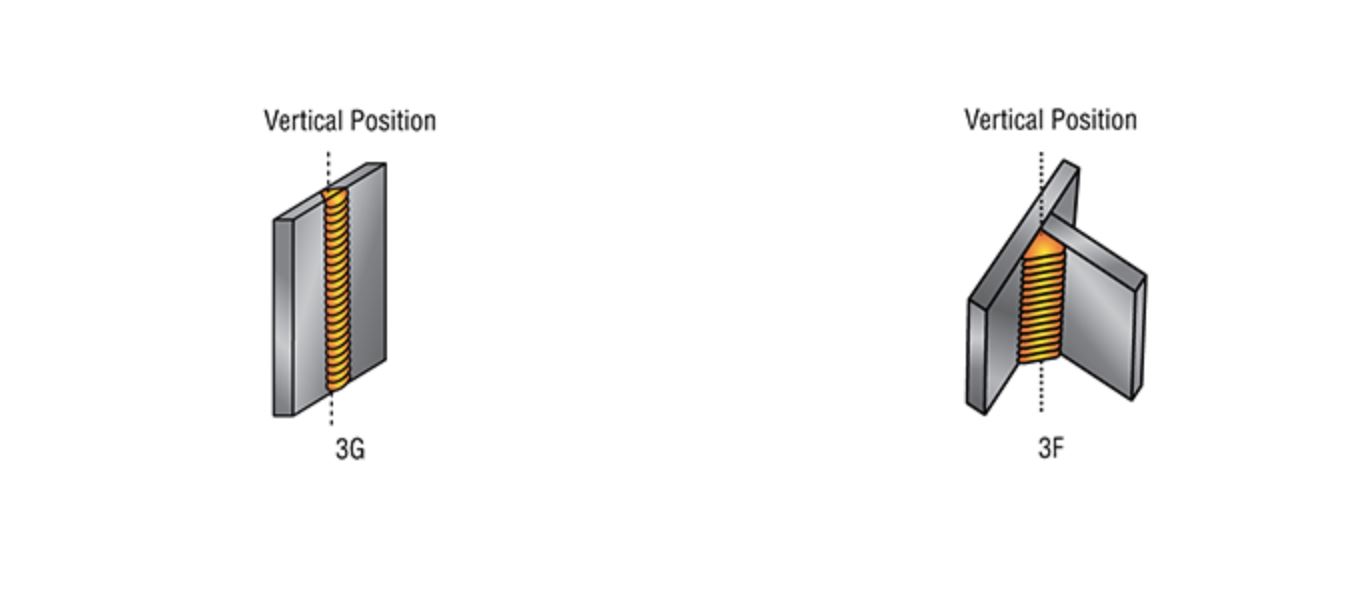
Вертикальное положение сварки
Вертикальные сварные швы могут выполняться либо вертикально вверх (перемещение снизу вверх в сварном соединении), либо вертикально вниз (перемещение сверху вниз в сварном соединении). Вертикальный подъем обычно встречается чаще, особенно на более толстых материалах. Это положение сварки может потребоваться, когда вы работаете с большим сварным швом, который не может быть легко перемещен в плоское или горизонтальное положение.
Двигаясь вверх по пластине для вертикального шва, сварочная лужа, естественно, захочет провиснуть из соединения. Если вы используете те же методы и параметры, которые идеально подходят для плоских и горизонтальных сварных швов на вертикальном сварном шве, он, скорее всего, не даст очень хорошего сварного шва.
Отрегулируйте параметры сварки для достижения наилучших результатов при вертикальных сварных швах. Используйте уменьшенную скорость подачи проволоки и напряжение, чтобы убедиться, что лужа не становится слишком жидкой и не падает или не провисает из соединения. Если вы используете сварочный источник питания с технологией Auto-Set ™, обязательно используйте параметры, предназначенные для более тонкого материала, даже если вы свариваете более толстый основной металл. Это помогает снизить тепловыделение для борьбы с гравитацией.
Угол перемещения 90 градусов обычно рекомендуется для сварки 3G, в то время как угол 45 градусов рекомендуется для сварки 3F.
Медленно манипулируйте лужей таким образом, чтобы она омывала каждый край соединения. Движение прямо вверх с вертикальным сварным швом обычно приводит к тому, что веревочный шарик плохо смывается по краям. Вместо этого держите пальцы сварки дольше и быстро перемещайтесь по середине лужи, когда вы поднимаетесь. Существует несколько распространенных методов для этой манипуляции лужей, включая зигзагообразное движение, перевернутую букву Т или повторяющиеся треугольники, сложенные друг на друга, которые можно использовать в зависимости от предпочтений оператора.
При вертикальной сварке важно убедиться, что вы находитесь в удобном положении, прежде чем приступить к сварке. Сначала полезно попрактиковаться на металлоломе, чтобы убедиться, что параметры и техника, которые вы используете, дают желаемые результаты. Таким образом, вы можете внести коррективы перед сваркой заготовки.
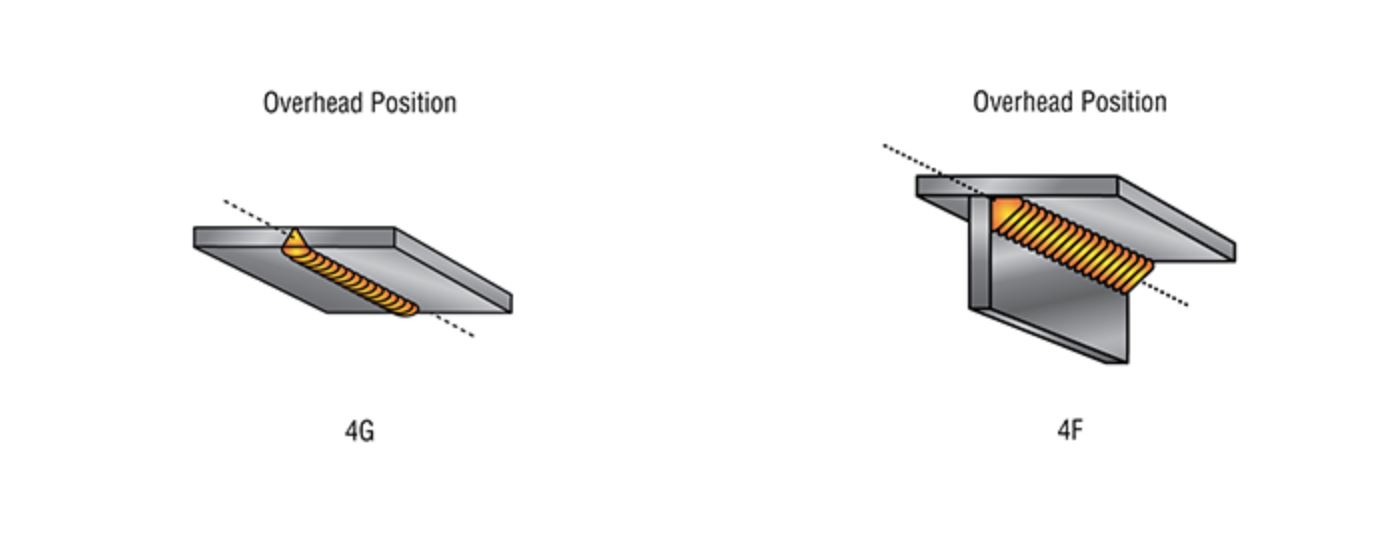
Верхнее положение сварки
Накладные сварные швы могут потребоваться, когда вы работаете с неподвижным оборудованием или металлом, который невозможно переместить. Операторы могут оказаться лежащими на земле или полу или в своем цехе для сварки накладных швов, поэтому важно найти наиболее удобное положение с диапазоном движений.
Те же методы, что и при вертикальной сварке, часто применяются и при накладной сварке. Сварной шов 4G потребует небольшого переплетения или манипулирования сварочной лужей, чтобы лучше промыть пальцы ног, как и при вертикальном сварном шве. Параметры также должны быть набраны обратно для запуска охладителя с верхними сварными швами, так как вы не хотите, чтобы сварочная лужа была слишком жидкой и выпадала из сварного шва на вас.
Одним из самых больших факторов, о которых нужно думать при сварке в верхнем положении, является то, что искры будут падать вниз. Возможно, вам понадобится дополнительная защита на макушке головы, например бандана под сварочным шлемом. Используйте полностью кожаную сварочную куртку, особенно при таком процессе, как сварка палкой, которая производит больше искр и брызг.